US. 8362279
| Inventors | Manne Satyanarayana Reddy, Muppa Kishore Kumar, Srinivasan Thirumalai Rajan,Durgadas Shyla Prasad, |
| Original Assignee | Msn Laboratories Limited |
Synthesis of duloxetine is described in detail in EP-A-273 658, EP-A-457 559 and EP-A-650965, starting from 2-acetylthiophene, an aminomethylation with dimethylamine and formaldehyde (Mannich reaction) is carried out in step-A. The 3-dimethylamino-1-(2-thienyl)-1-propanone formed is reduced to the corresponding alcohol 1-hydroxy-1-(2-thenyl)-3-dimethylaminopropane by means of complex hydrides in step B. The alcohol is then converted in step C with an alkali metal hydride and 1-fluoro-naphthalene, optionally in the presence of a potassium compound (cf. EP-A-650 965), to the naphthyl derivative, N,N-dimethyl-3-(1-naphthyloxy)-3-(2-thienyl) propylamine. In the final step D, the amino group is then demethylated by reaction with a chloroformic acid ester, preferably phenyl chloroformate or trichloroethyl chloroformate, optionally in the presence of a mixture of zinc and formic acid (EP-A-457 559), followed by alkaline hydrolysis of the carbamate to give N-methyl-3-(1-naphthyloxy)-3-(2-thienyl) propylamine.
The EP patent 457559 described the process for the preparation of duloxetine comprises of using alkali metal hydride like sodium hydride, which is commercially not recommendable.
The U.S. Pat. No. 5,362,886 described the process for the preparation of (+)Duloxetine hydrochloride by isolating the (S)-(+)-N,N-dimethyl-3-(1-naphthalenyloxy)-3-(2-thienyl)propanamine phosphoric acid salt and preparation of hydrochloride salt using aqueous hydrochloric acid and ethyl acetate as a solvent.
The U.S. Pat. No. 5,023,269 claims Duloxetine and its pharmaceutically acceptable salts and method of treating anxiety and obesity. The patent also discloses the processes for the preparation of Duloxetine and its pharmaceutically acceptable salts, however the patent not disclosed the process for the preparation of hydrochloride salt.
The EP patent 0650965 B1 discloses the process for the preparation of (S)-(+)-N,N-dimethyl-3-(1-naphthalenyloxy)-3-(2-thienyl)propanamine an intermediate of Duloxetine which was isolated as a phosphoric acid salt and disclosed the process for the preparation of Duloxetine hydrochloride using aqueous hydrochloric acid and ethyl acetate as a solvent.
The U.S. Pat. No. 5,491,243 and U.S. Pat. No. 5,362,886 discloses the stereospecific process for the synthesis of (S)-(+)-N,N-dimethyl-3-(1-naphthalenyloxy)-3-(2-thienyl)propanamine and claimed the same. In both the patents the above said compound isolated as a phosphoric acid salt.
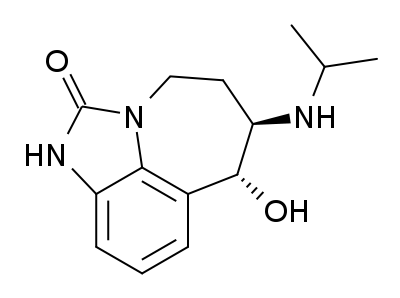
Duloxetine hydrochloride prepared as per the prior art process containing the isomer impurity (+)-N-methyl-3(1-naphtalenyloxy)-3-(3-thienyl) propanamine, referred to herein as “DU-I” (represented below) and other undesired isomer i.e., R-isomer of Duloxetine hydrochloride.

The impurity “DU-I” is formed due to the carry over of isomer, i.e., 3-acetyl thiophene compound of formula 2I as an impurity present in 2-acetyl thiophene compound of formula 2. The formation of isomer “DU-I” during the preparation of duloxetine hydrochloride schematically represented in scheme-1, in which the Formula-4I, 5I, 6I and 8I represents the corresponding derivatives of isomer impurity formation in each stage.

The international patent publication WO 2006/099433 disclosed the process for the purification of duloxetine hydrochloride to reduce the (+)-N-methyl-3-(1-napthalenyloxy)-3(3-thineyl) propanamine isomer impurity i.e. “DU-I”. The said patent disclosed the process for the purification of Duloxetine hydrochloride to reduce the level of said isomer content. Generally purification at the final stage of any compound leads to loss of material which increases cost of production which is not recommended for commercial scale-up.
We, the present inventors found the origin of isomer impurity (“DU-I”) formation (represented in scheme-1) is due to the presence of 3-acetyl impurity in the starting material 2-acetyl compound of formula-2.
When we were working to eliminate the “DU-I” impurity in the origin itself, surprisingly found that the purity of Duloxetine hydrochloride has been increased by employing purification at first stage. The purification of compound of formula-4, then usage of this pure intermediate in the preparation of Duloxetine hydrochloride gives high pure Duloxetine hydrochloride which is free from the said isomer impurity. Purification of mandelate salt of (S)-3-(dimethylamino)-1-(thiophen-2-yl) propan-1-ol in a suitable solvent to eliminate the corresponding derivative of R-isomer in an early stage. By employing purification at the initial stages instead of final stage avoids the usage of high inputs of raw materials, which avoids increase in cost of production.
The main objective of the present invention is to provide an improved process for the preparation of high pure Duloxetine hydrochloride substantially free from impurities such as (+)-N-methyl-3-(1-napthalenyloxy)-3(3-thineyl) propanamine impurity (“DU-I”) and undesired (R)-isomer of Duloxetine hydrochloride.
DISADVANTAGEOUS OF THE PRIOR ART PROCESSES
- The EP patent 457559 uses alkali metal hydride like sodium hydride in the preparation of duloxetine, which is commercially not recommended.
- Duloxetine hydrochloride prepared as per the prior art process having high level of impurities like DU-I and R-isomer of duloxetine hydrochloride.
- The U.S. Pat. No. 5,362,886 describes the process for the preparation of (+) Duloxetine hydrochloride by isolating the (S)-(+)-N,N-dimethyl-3-(1-naphthalenyloxy)-3-(2 thienyl)propanamine as phosphoric acid salt leads to one more step and preparation of hydrochloride salt of Duloxetine using aqueous hydrochloric acid and ethyl acetate as a solvent leads to degradation of the obtained compound as shown below.

The present invention schematically represented as follows


Example-1 Preparation of 3-(dimethylamino)-1-(thiophen-2-yl) propan-1-one hydrochloride
Added 3.8 Kgs. of hydrochloric acid to a solution of 100 Kgs. of 2-acetyl thiophene, 81.5 Kgs. of dimethylamine hydrochloride, 35.4 Kgs. parafomaldehyde and 250 liters of isopropyl alcohol. Heated the reaction mixture to 75-80° C. Stirred the reaction mixture for 6 hours at 75-80° C. Cooled the reaction mixture to 0-5C. Stirred the reaction mixture for 2 hours at 0-5° C. Filtered the solid and washed with isopropyl alcohol.
Yield: 151 Kgs
M.R: 174-176° C.
Example-2 Purification of 3-(dimethylamino)-1-(thiophen-2-yl) propan-1-one hydrochloride
Added 1500 liters of isopropyl alcohol and 45 liters of water to 151 Kgs of 3-(dimethylamino)-1-(thiophen-2-yl) propan-1-one hydrochloride. Stirred the reaction mixture for 15 minutes at 25-30° C. Heated the reaction mixture to reflux. Stirred the reaction mixture for 2 hours at reflux. Cooled the reaction mixture slowly to 25-30° C. Stirred the reaction mixture for 4 hours at 25-30° C. Filtered the solid and washed with isopropyl alcohol. Dried the material at 25-30° C. for 2 hours followed by drying at 50-55° C. for 6 hours to get the pure title compound.
Yield: 144 Kgs.
M.R: 185-190° C.
Example-3 Purification of 3-(dimethylamino)-1-(thiophen-2-yl) propan-1-one hydrochloride
Added 1500 liters of acetone and 45 liters of water to 151 Kgs of 3-(dimethylamino)-1-(thiophen-2-yl) propan-1-one hydrochloride. Stirred the reaction mixture for 15 minutes at 25-30° C. Heated the reaction mixture to reflux. Stirred the reaction mixture for 2 hours at reflux. Cooled the reaction mixture slowly to 25-30° C. Stirred the reaction mixture for 4 hours at 25-30° C. Filtered the solid and washed with acetone. Dried the material at 25-30° C. for 2 hours followed by drying at 50-55° C. for 6 hours to get the pure title compound.
Yield: 142 Kgs.
M.R: 185-190° C.
Example-4 Preparation of 3-(dimethylamino)-1-(thiophen-2-yl) propan-1-ol
Added 50 liters of 20% sodium hydroxide solution to a cooled solution of 100 Kgs. of 3-(dimethylamino)-1-(thiophen-2-yl) propan-1-one hydrochloride, 100 liters of methanol and 25 liters of water at 0-5° C. Added a solution of 10 Kgs. of sodium borohydride in 50 liters of 20% sodium hydroxide to the above reaction mixture slowly at 0-5° C. in 5 hours. Allowed the reaction mixture temperature to 25-30° C. Stirred the reaction mixture for 6 hours at 25-30° C. Extracted the reaction mixture with methylene chloride. Separated the organic and aqueous layers. Extracted the aqueous layer with methylene chloride. Washed the organic layer with 10% sodium chloride solution. Distilled the solvent completely under reduced pressure at below 40° C. Added 25 liters of hexanes to the above reaction mixture. Distilled the solvent completely under reduced pressure at below 40° C. Added 100 liters of hexanes to the above reaction mixture. Heated the reaction mixture to reflux. Stirred the reaction mixture for 60 minutes. Cooled the reaction mixture to 0-5° C. and stirred the reaction mixture for 3 hours. Filtered the precipitated solid and washed with chilled hexanes. Dried the material at 50-55° C. for 6 hours to get the title compound.
Yield: 75 Kgs.
MR: 70-80° C.
Example-5 Preparation of (S) 3-(dimethylamino)-1-(thiophen-2-yl) propan-1-ol
Added 35 Kgs. of L(+)-mandelic acid to a solution of 70 Kgs. of 3-(dimethylamino)-1-(thiophen-2-yl) propan-1-ol and 700 liters of ethyl acetate at 25-30° C. Stirred the reaction mixture for 90 minutes at 25-35° C. Heated the reaction mixture to 70-75° C. Stirred the reaction mixture for 3 hours at 70-75° C. Cooled the reaction mixture to 25-35° C. Stirred the reaction mixture for 10 hours at 25-35° C. Filtered the precipitated mandelate salt of (S)-3-(dimethylamino)-1-(thiophen-2-yl) propan-1-ol compound and washed with ethyl acetate. Added 350 liters of ethyl acetate to the obtained mandelate salt of (S)-3-(dimethylamino)-1-(thiophen-2-yl) propan-1-ol compound. Heated the reaction mixture to 60-65° C. Stirred the reaction mixture for 60 minutes. Cooled the reaction mixture to 25-35° C. Stirred the reaction mixture for 90 minutes. Filtered the compound and washed with ethyl acetate. Dried the mandelate salt compound at 60-65° C. for 5 hours to get the pure mandelate salt of (S)-3-(dimethylamino)-1-(thiophen-2-yl) propan-1-ol compound free from corresponding derivative of R-isomer.
Yield: 62 Kgs.
- Before Purification: MR: 113-115° C.; SOR: (+) 31° (C=1; Methanol) Corresponding derivative of R-isomer by Chiral HPLC: 7.0%
- After Purification: MR: 121-124° C.; SOR: (+) 33° (C=1; Methanol) Corresponding derivative of R-isomer by Chiral HPLC: Nil
A mixture of 62 Kgs. of mandelate salt of (S)-3-(dimethylamino)-1-(thiophen-2-yl) propan-1-ol, 125 liters of water and 375 liters of methylene chloride is cooled to 0-5° C. Adjusted the pH of the reaction mixture to 9.8 with 10% sodium carbonate solution at 0-5° C. Stirred the reaction mixture for 20 minutes at 0-5° C. Separated the organic and aqueous layers. Extracted the aqueous layer with methylene chloride. Washed the organic layer twice with 10% sodium chloride solution. Distilled the solvent completely under reduced pressure at below 35° C. Added 19 liters of cyclohexane to the above reaction mixture. Distilled the solvent completely under reduced pressure at below 35° C. Added 125 liters of cyclohexane to the above reaction mixture. Heated the reaction mixture to 40-45° C. and stirred for 60 minutes. Cooled the reaction mixture to 0-5° C. Filtered the precipitated solid and washed with cyclohexane. Dried the material at 40-45° C. for 6 hours to get the title compound.
Yield: 33 Kgs.
MR: 70-80° C.; SOR: (−) 6.20 (C=1; Methanol).
Example-7 Preparation of (S)-(+)-N-methyl-3-(1-naphthalenyloxy)-3-(2-thienyl) propanamine oxalate
Heated a solution of 125 liters of dimethyl sulfoxide and 27 Kgs. of sodium hydroxide to 50-55° C. and Stirred for 45 minutes. Added a mixture of 25 Kgs. of (S)-3-(dimethylamino)-1-(thiophen-2-yl) propan-1-ol, 2.5 Kgs. of tertiarybutylammonium bromide and 30 Kgs. of 1-fluoronapthalene and 25 liters of dimethyl sulfoxide to the above reaction mixture at 50-55° C. Stirred the reaction mixture for 50 hours at 60-65° C. Cooled the reaction mixture to 15-20° C. Quenched the reaction mixture with water at 15-20° C. Extracted the reaction mixture with toluene. Separated the organic and aqueous layer. Washed the organic layer twice with water. Dried the organic layer with sodium sulphate. Added 27.5 Kgs. of diisopropylethylamine to the above reaction mixture at 25-35° C. Heated the reaction mixture to 43-48° C. Added 36 Kgs. of phenylchloroformate slowly to the reaction mixture at 43-45° C. Stirred the reaction mixture for 4 hours at 43-48° C. Cooled the reaction mixture to 20-25° C. Quenched the reaction mixture with water. Separated the organic and aqueous layers. Organic layer washed with acetic acid solution, oxalic acid followed by sodium bicarbonate solution. Distilled the solvent completely under reduced pressure at below 45° C. Added 500 liters of dimethylsulfoxide to the above obtained crude and heated to 40-45° C. Added sodium hydroxide solution (25 Kgs. in 100 liters of water) to the above reaction mixture at 40-45° C. for 3 hours. Further heated the reaction mixture to 50-55° C. Stirred the reaction mixture for 30 hours at 50-55° C. Cooled the reaction mixture to 15-20° C. and quenched the reaction mixture with water. Extracted the reaction mixture thrice with toluene and washed the organic layer twice with water. Added 17.5 Kgs. of Oxalic acid to the above organic layer at 25-30° C. Stirred the reaction mixture for 4 hours at 25-30° C. Filtered the precipitated solid and washed with toluene. Dried the material at 40-45° C. to get the title compound.
Yield: 36 Kgs.; M.R: 126-130° C.
Example-8 Preparation of (S)-(+)-N-methyl-3-(1-naphthalenyloxy)-3-(2-thienyl) propanamine hydrochloride
A solution of 100 Kgs. of (S)-(+)-N-methyl-3-(1-naphthalenyloxy)-3-(2-thienyl) propanamine oxalate, 400 liters of water and 400 liters of methylene chloride is cooled to 0-5° C. Adjusted the pH of the reaction mixture 8.8 with aqueous ammonia. Stirred the reaction mixture for 15 minutes. Separated the organic layer and washed the organic phase with water. Distilled the solvent completely under reduced pressure at below 40° C. Added 400 liters of ethyl acetate to the above obtained crude. Cooled the reaction mixture to 0-5° C. Adjusted the pH of the reaction mixture to 2.0 with ethyl acetate HCl. Stirred the reaction mixture for 2 hours. Filtered the precipitated solid and washed with ethyl acetate. Dried the material at 45-50° C. to get the title compound.
Yield: 45 Kgs.
MR: 164-166° C.
Undesired R-isomer content by Chiral HPLC: 0.13%
HPLC Purity: 99.80%, 0.07% (“DU-I” impurity)
Example-9 Purification of Duloxetine Hydrochloride
Added 500 ml of ethyl acetate and 100 ml of methanol to 100 gr of Duloxetine hydrochloride. Heated the reaction mixture to 55-60° C. and stirred the reaction mixture at 55-60° C. for 90 minutes. Cooled the reaction mixture to 20-25° C. Stirred the reaction mixture for 4 hours at 20-25° C. Filtered the solid and washed with ethyl acetate. Dried the material at 55-60° C.
Yield: 70gr;
MR: 164-166° C.;
SOR: (+) 118° (C=1; Methanol);
Particle size: (d, 90): below 100 microns; Micronized material: (d, 90): below 25 microns;
Undesired R-isomer content by Chiral HPLC: 0.02%; HPLC Purity: 99.80% 0.02% (“DU-I” impurity).


A RECAP
US. 8362279
MSN Laboratories Limited, Andhra Pradesh, Hyderabad, India

Process for Pure Duloxetine Hydrochloride
Duloxetine, 126, is used to treat mild depression and is available as the HCl salt under the name Cymbalta. The current patent points out that alternative processes for the preparation of 126produce a material that contains the impurity 127 as well as the unwanted R-enantiomer. Earlier patents covering the removal of 127 and the synthesis of 126 have been reviewed ( Org. Process Res. Dev. 2009, 13, 829). This patent discloses a method for preparing pure 126 by removing the precursor to 127 during the synthesis. Scheme 39 shows the first step in the synthesis of 126 that starts by reaction of the thiophene 122 with Me2NH and paraformaldehyde to form 124 that is subsequently converted to 126. However, 122 contains the isomer 123 as an impurity, and in the reaction with Me2NH and HCHO, compound 125 is formed that eventually forms impurity 127. Alternative processes that use this reaction sequence generally remove 127at the end of the synthetic procedure. The current patent removes 125 after this first step, and it is claimed that this produces a higher-quality final product. This initial reaction produces the HCl salts of 124 and 125, and the crude solid mixture is heated in refluxing PriOH or Me2CO containing H2O. The purified salt 124·HCl is then recovered from the cooled mixture by filtration, and although the product purity is not reported, the example describes the preparation of >140 kg of the salt.

Scheme 39. a
aReagents and conditions: (a) (i) Concd HCl, PriOH, 80 °C, 6 h; (ii) cool <5 °C, 2 h; (iii) filter. (b) See Scheme 40.
The purified salt is then used to prepare 126 by the reaction sequence shown in Scheme 40. The salt is first treated with NaOH to give the free base 124 that is not isolated but is reduced in situ using NaBH4 to form the racemic alcohol 128. This is resolved using L-mandelic acid, and the enantiomer S-128 is recovered containing no R-enantiomer, and then the L-mandelate salt that is converted to S-128 by treatment with aq Na2CO3. The overall yield of the free base is 47%. In the next stage S-128 is reacted with 129 in the presence of an alkaline base and a PTC. This stage of the reaction takes 50 h and is followed by a demethylation step using ClCO2Ph to give 126 that is recovered as the oxalate salt, and this step takes more than 30 h. In the final step the oxalate salt is converted to the HCl salt of 126 using a solution of HCl in EtOAc. Alternative processes use aq HCl for this step that is said to lead to degradation of 126 by hydrolysis of the ether bond. The HCl salt is isolated with a purity of 99.8% containing 0.13% of the R-enantiomer and 0.07% of impurity 127.

Scheme 40. a
aReagents and conditions: (a) 20% NaOH, MeOH, H2O, <5 °C. (b) (i) NaBH4, 20% NaOH, <5 °C, 5 h; (ii) 30 °C, 6 h; (iii) L-mandelic acid, EtOAc, 75 °C, 3h; (iv) cool, filter; (v) aq Na2CO3, DCM, 5 °C; (vi) separate, brine wash, evaporate; (vii) cyclohexane, 45 °C, 1 h; (viii) cool, filter, dry. (c) (i) NaOH, Bu4NBr, DMSO, 65 °C, 50 h; (ii) add H2O, <20 °C; (iii) extract in PhMe, H2O wash, dry; (iv) add Pri2NEt, 35 °C; (v) add ClCO2Ph, 48 °C, 4 h; (vi) cool <25 °C, add H2O; (vii) separate, wash in HOAc, wash in (CO2H)2, wash in aq NaHCO3, evaporate; (ix) aq NaOH, DMSO, 45 °C, 3 h; (x) 55 °C, 30 h; (xi) cool, add H2O, extract in PhMe; (xii) add (CO2H)2, 30 °C, 4 h; (xiii) filter, wash, dry. (d) (i) DCM, H2O, NH4OH to pH 8.8, 5 °C, 0.25 h; (ii) separate, H2O wash, evaporate; (iii) HCl/EtOAc, 5 °C, 2 h; (iii) filter, EtOAc wash, dry.
All of the examples in the patent involve large-scale batches with the final step being the production of 45 kg of 126·HCl, thereby indicating the commercial status of the process.
Advantages
The process gives higher-purity product with fewer steps and lower production costs.
| Cited Patent | Filing date | Publication date | Applicant | Title |
|---|---|---|---|---|
| US5023269 | 27 Mar 1990 | 11 Jun 1991 | Eli Lilly And Company | 3-aryloxy-3-substituted propanamines |
| US5362886 | 12 Oct 1993 | 8 Nov 1994 | Eli Lilly And Company | Asymmetric synthesis |
| US5491243 | 18 Jul 1994 | 13 Feb 1996 | Eli Lilly And Company | Intermediate useful for the asymmetric synthesis of duloxetine |
| US20050197503 | 16 Feb 2005 | 8 Sep 2005 | Boehringer Ingelheim International Gmbh | Process for the preparation of N-alkyl-N-methyl-3-hydroxy-3-(2-thienyl)-propylamines |
| US20080015363 * | 21 Feb 2007 | 17 Jan 2008 | Santiago Ini | Process for the preparation of (S)-(-)-N,N-dimethyl-3-(2-thienyl)-3-hydroxypropananine, a duloxetine intermediate |
| EP0273658B1 | 18 Dec 1987 | 31 Oct 1990 | Eli Lilly And Company | 3-aryloxy-3-substituted propanamines |
| EP0457559A2 | 15 May 1991 | 21 Nov 1991 | Eli Lilly And Company | Chiral synthesis of 1-aryl-3-aminopropan-1-ols |
| EP0650965B1 | 7 Oct 1994 | 7 Feb 2001 | Eli Lilly And Company | Asymmetric synthesis of (S)-(+)-N,N-dimethyl-3-(1-naphthalenyloxy)-3-(2-thienyl)propanamine an intermediate in the preparation of duloxetine |
| WO2006099433A1 | 14 Mar 2006 | 21 Sep 2006 | Teva Pharmaceutical Industries Ltd. | Pure duloxetine hydrochloride |
| Reference | ||
|---|---|---|
| 1 | * | English translation of Gao et al. (Chinese Journal of New Drugs, vol. 14, No. 1, pp. 74-76). Translated by Schreiber Translations, Inc in Mar. 2012. |
| 2 | * | Gao et al. (Chinese Journal of New Drugs, vol. 14, No. 1, pp. 74-76). |
| 3 | * | Gao et al. (Chinese Journal of New Drugs, vol. 14, No. 1, pp. 74-76, 2005). |
| 4 | Luo, G., et al. "An Improved Synthesis Method of Antidepressant Drug Duloxetine Hydrochloride. Yaouxue J." (2006), 30(4), 181-184, Columbus Ohio, USA: Chemical Abstracts vol. 146, Jun. 21, 2006, the abstract No. 592369. | |
| 5 | PCT Written Opinion of the International Searching Authority from PCT/IN2007/000003, Dated: Mar. 3, 2008. | |
///////Duloxetine Hydrochloride, MSN, PATENT, US. 8362279